
用語の解説
アーチファクト(Artifact)
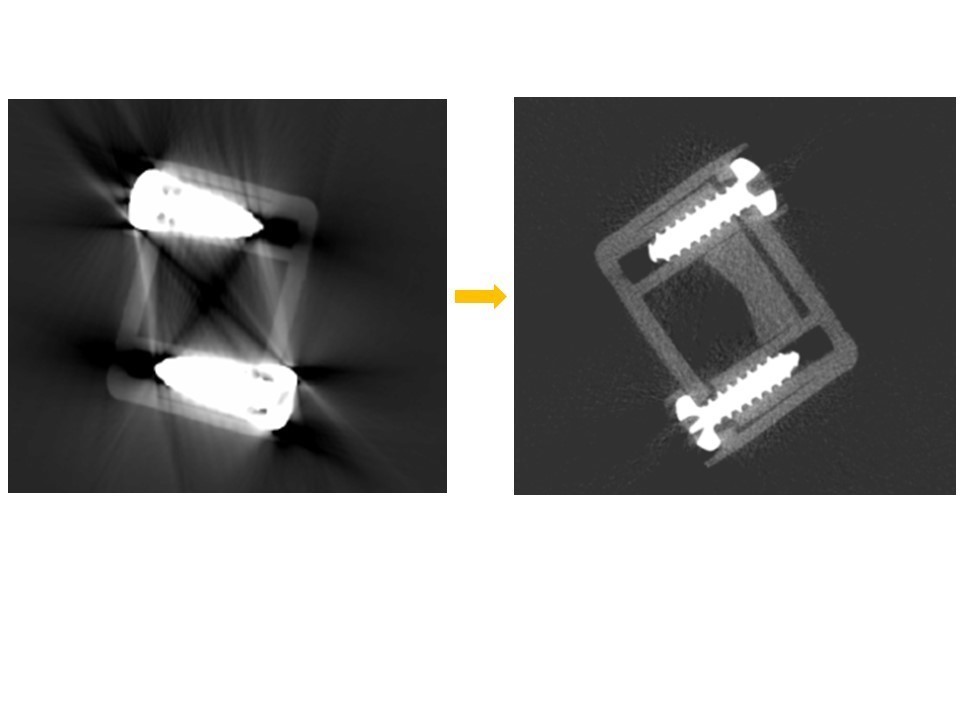
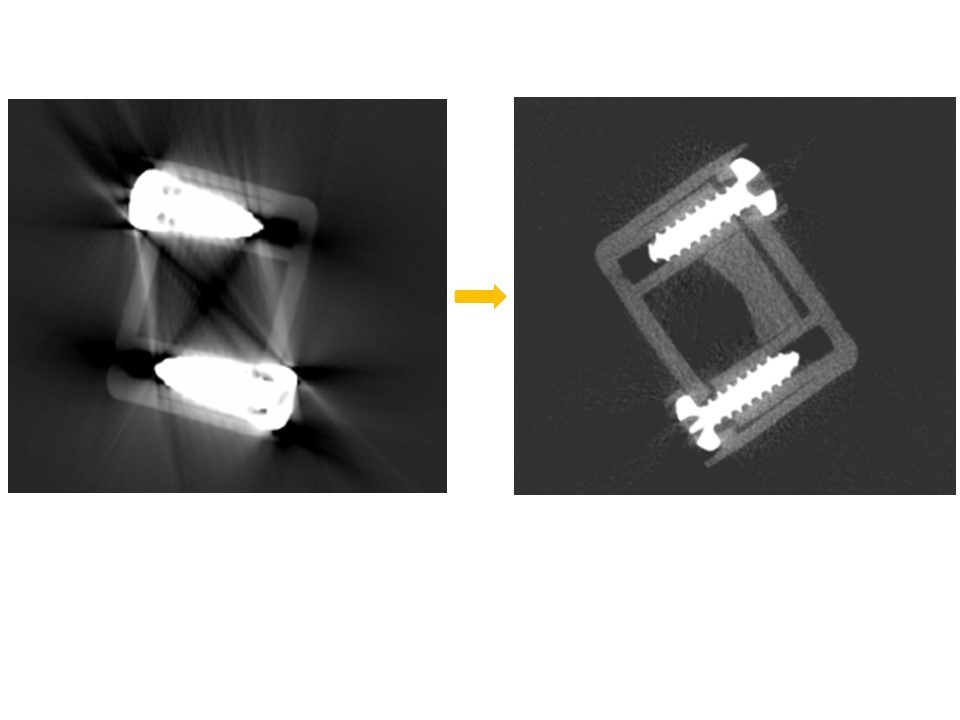
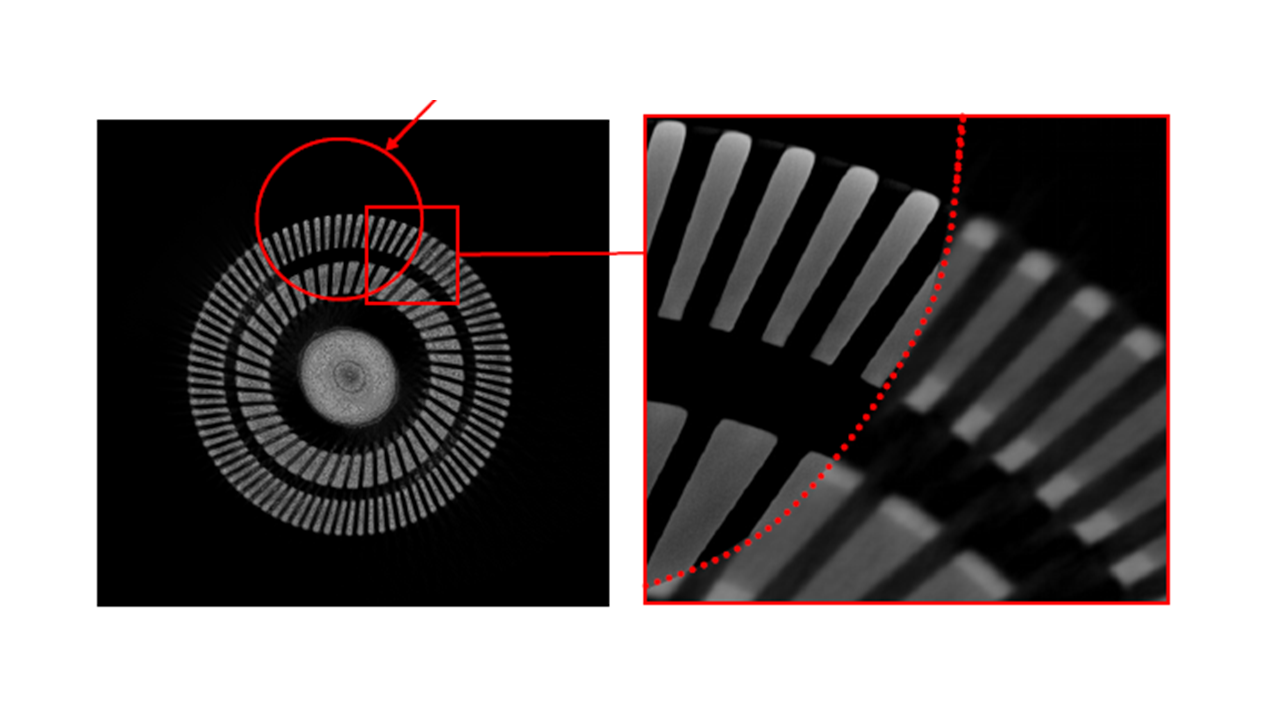
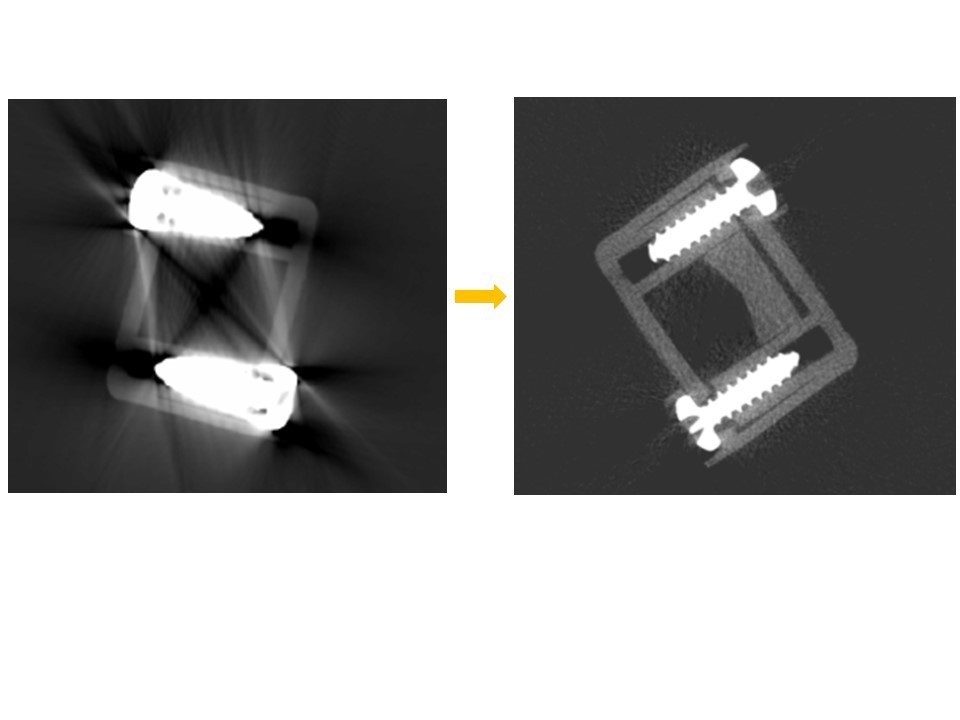
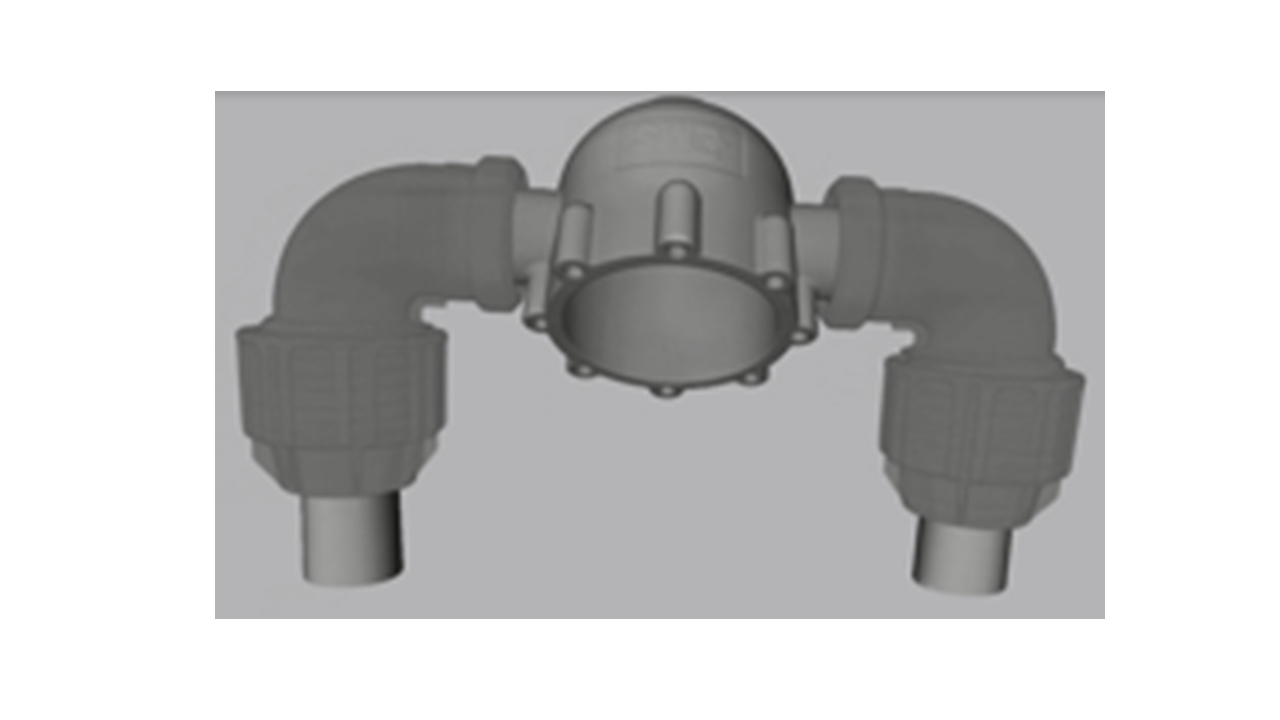
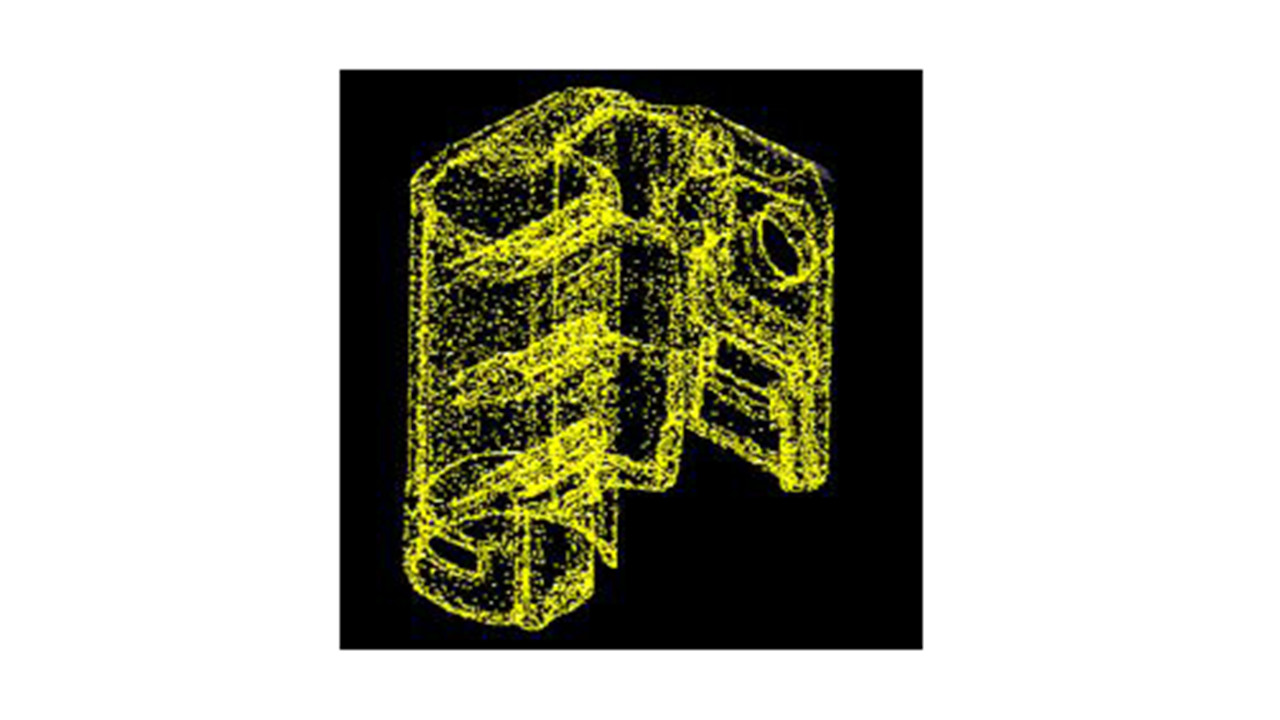
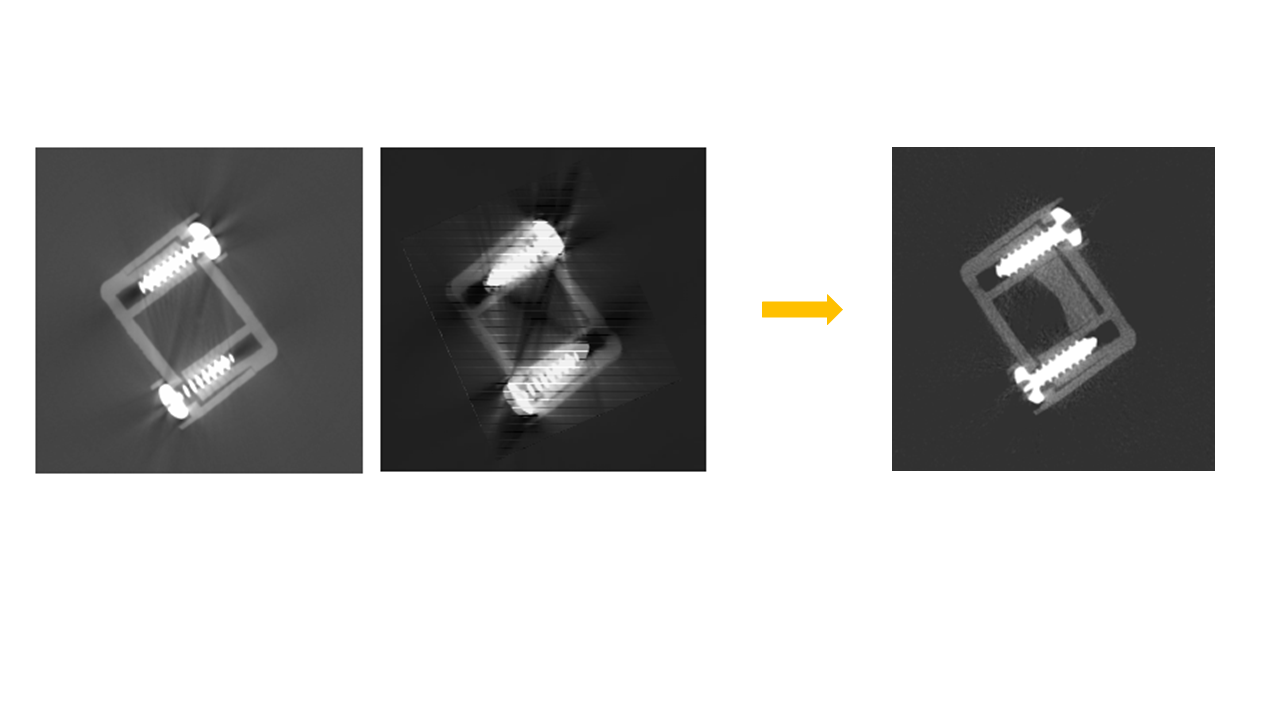
辞書を引くと「人工物」と出てきますが、CTは膨大なデータを扱い演算するので、その過程で生じる計算の矛盾が、実際にはないデータを作る要因となり、アーチファクトと呼ばれます。
左側がアーチファクトの影響が大きいデータ、右側が影響を軽減したデータです。TomoScopeはこのアーチファクト対策に力を入れているので、金属や複合材料でもノイズの少ないデータを取得することが出来ます。
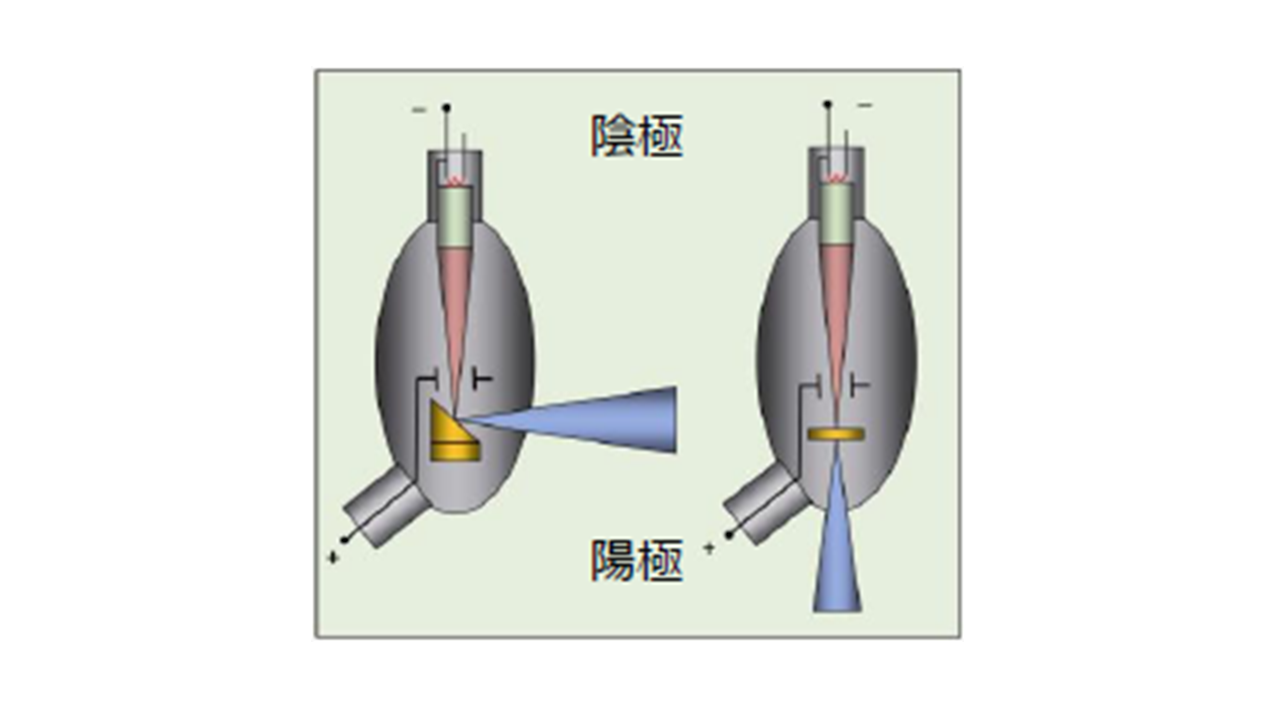
陰極(Cathode)
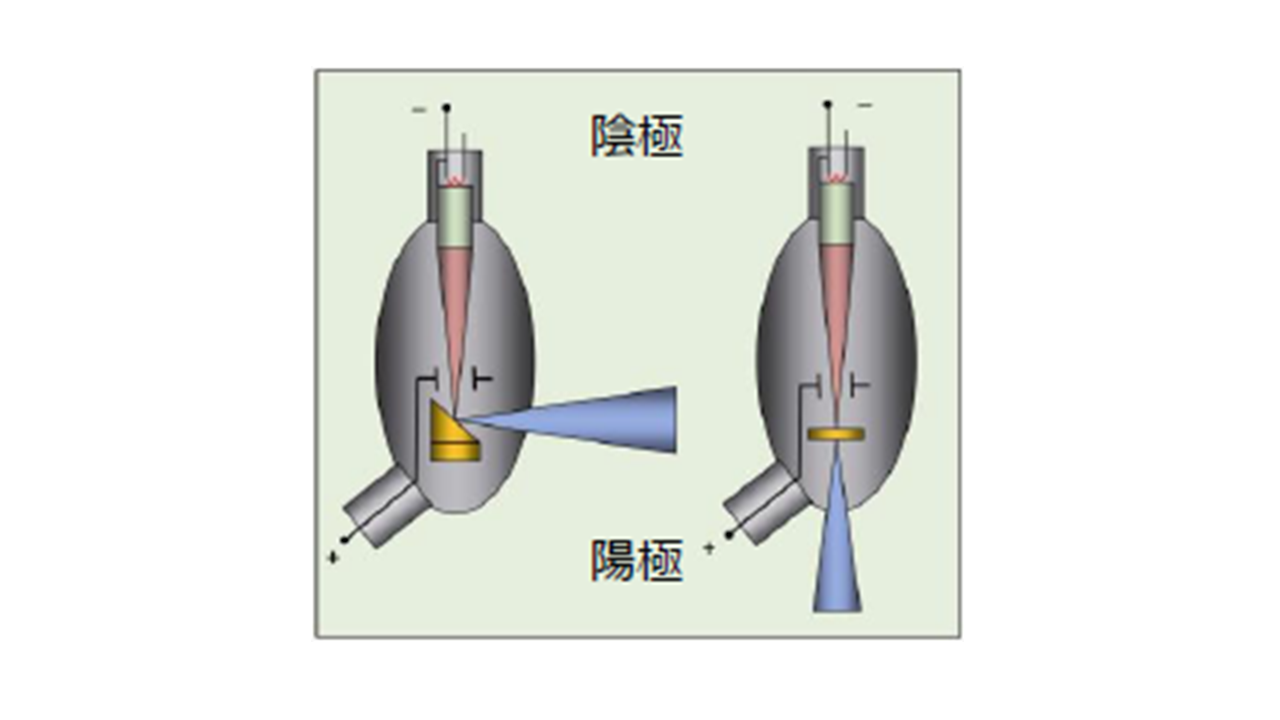
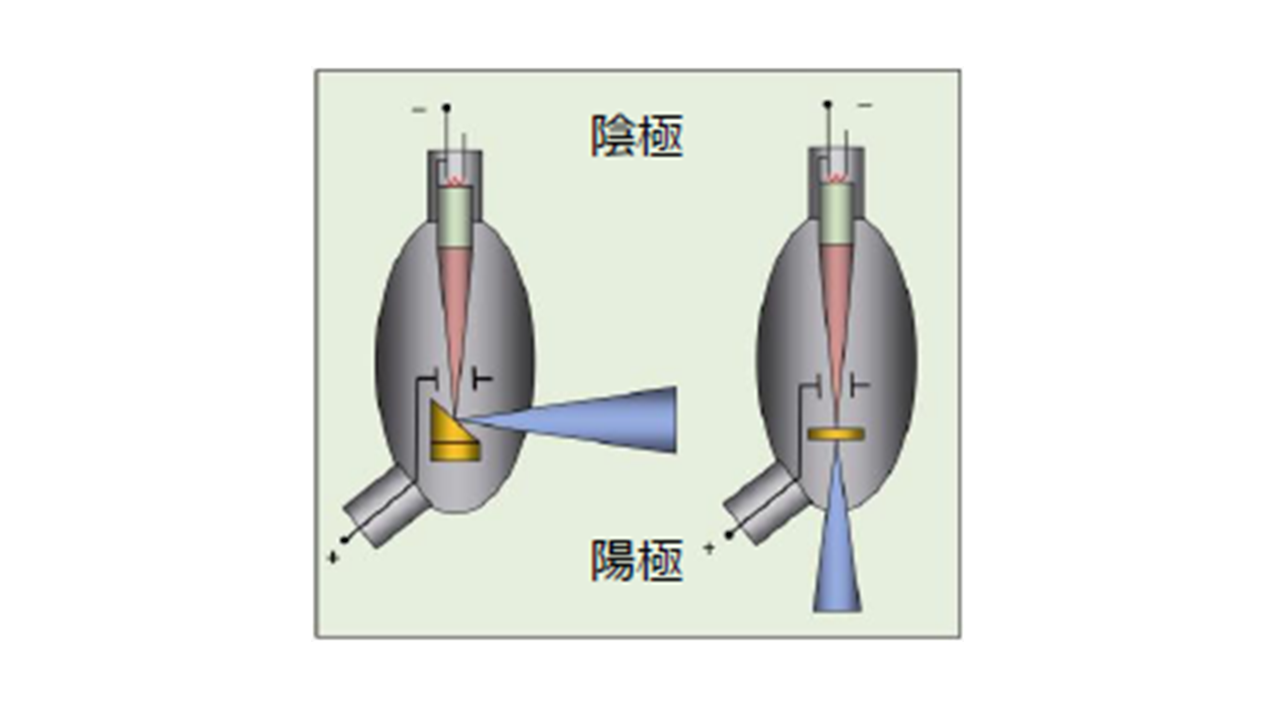
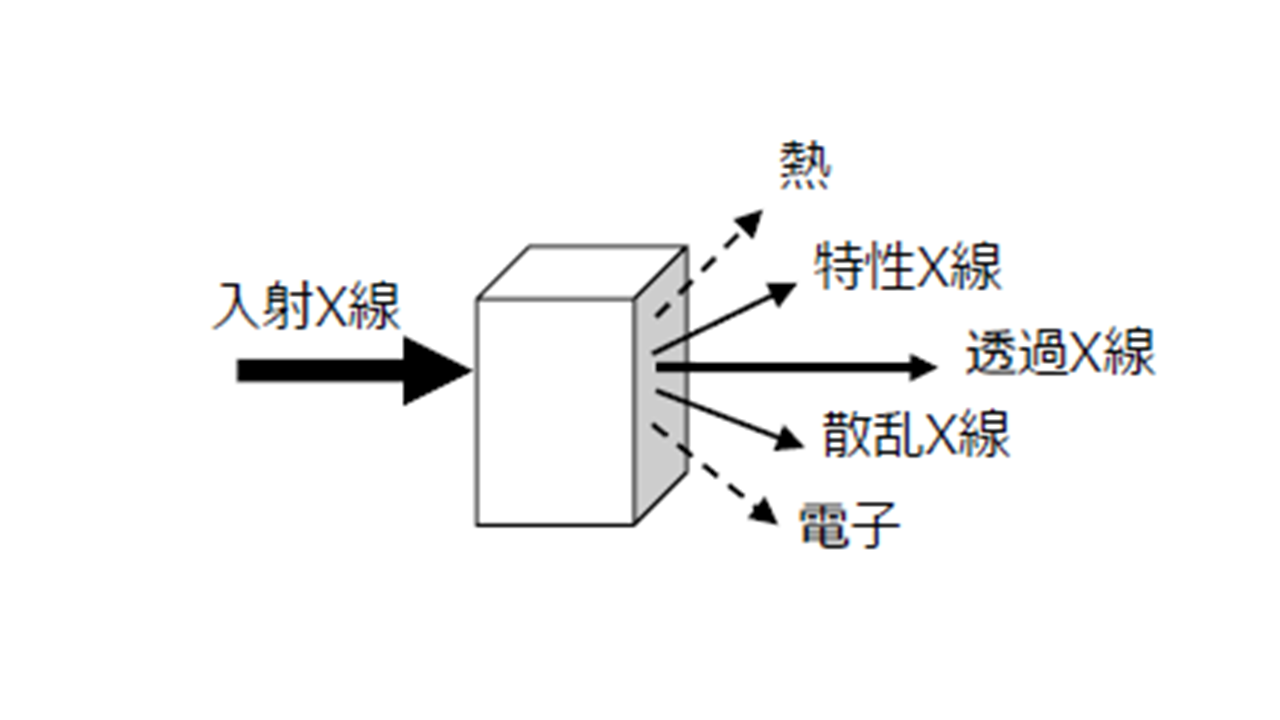
X線は陰極側のフィラメントで熱電子が放出され、高電圧を受けて加速し、陽極側のターゲットに衝突することで発生します。
X線は特性X線と連続X線の2種類が放出されます。
X線(X-rays)
波長100~0.1Å程度で、可視光や紫外線より短くガンマ線より長い電磁波の一種です。
1895年にドイツのレントゲン氏が発見し、未知の線ということで「X線」と名付けたそうです。
X線管(X-ray tube)
X線は陰極側のフィラメントで熱電子が放出され、高電圧を受けて加速し陽極側のターゲットに衝突することで発生します。X線は特性X線と連続X線の2種類が放出されます。X線管はこれらを組んだ真空管です。
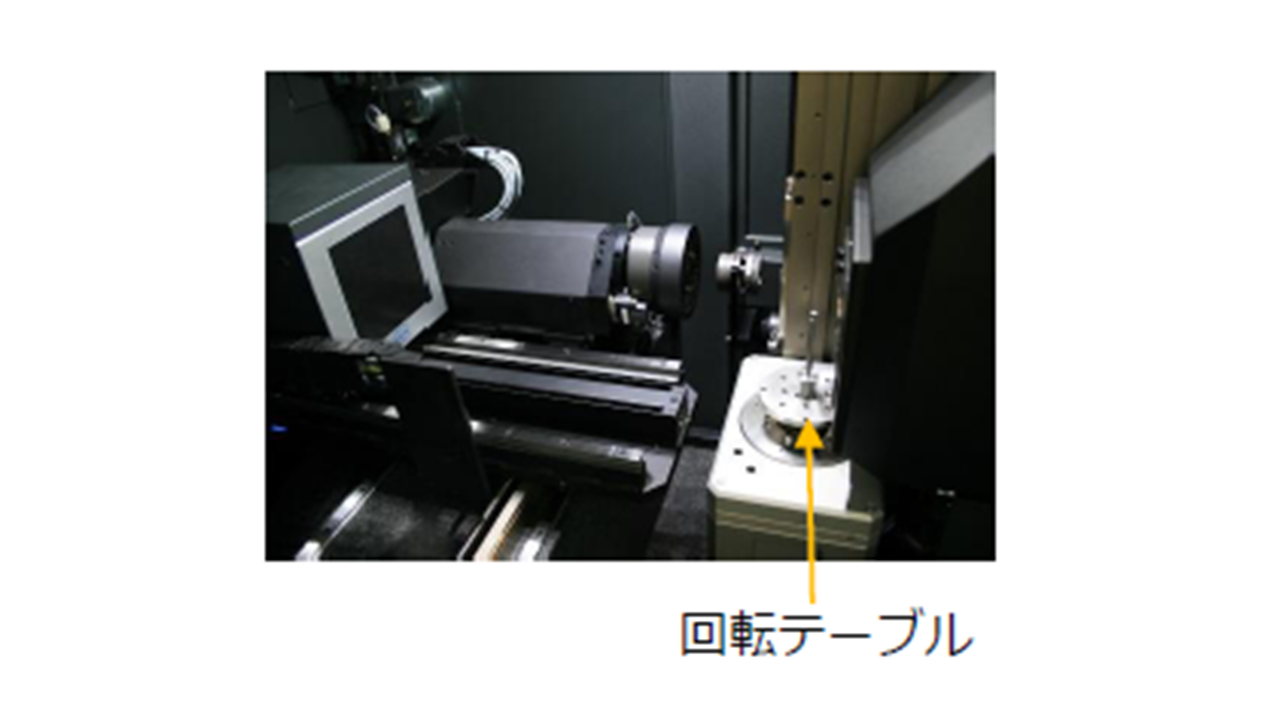
回転テーブル
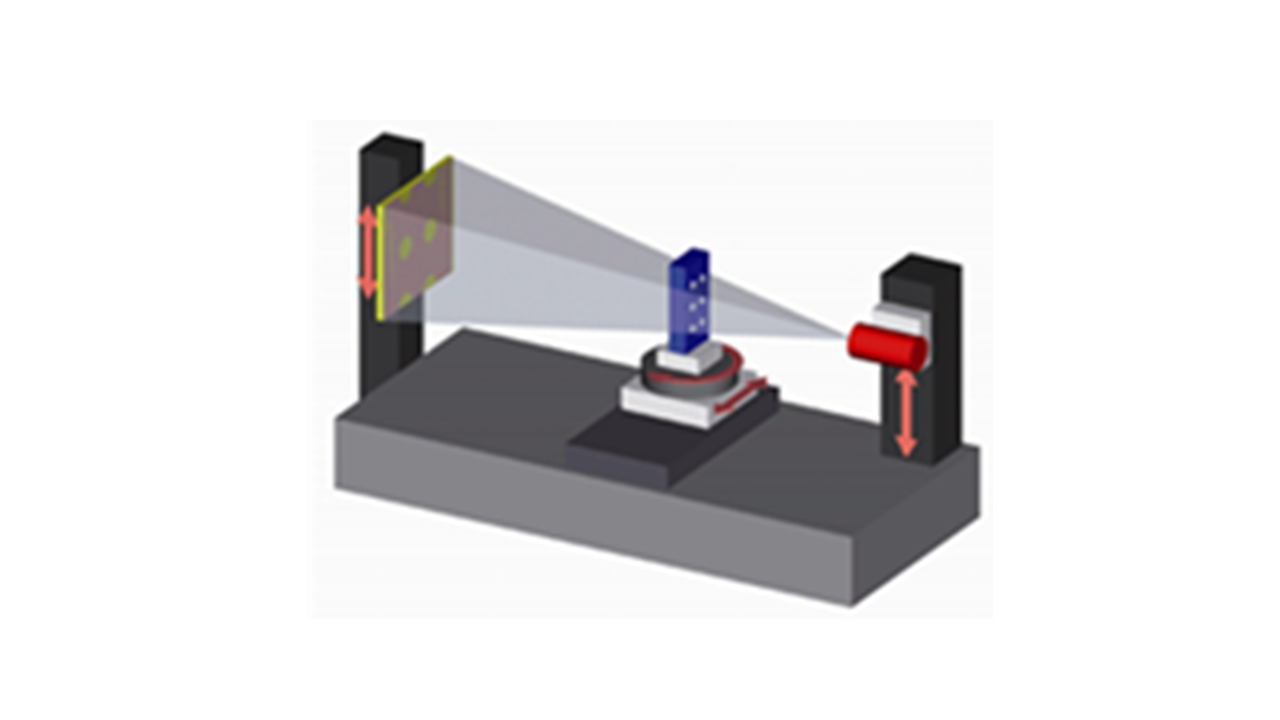
産業用CTの場合、非測定物を回転テーブルにセットし、360度回転させて撮影していく手法が一般的です。
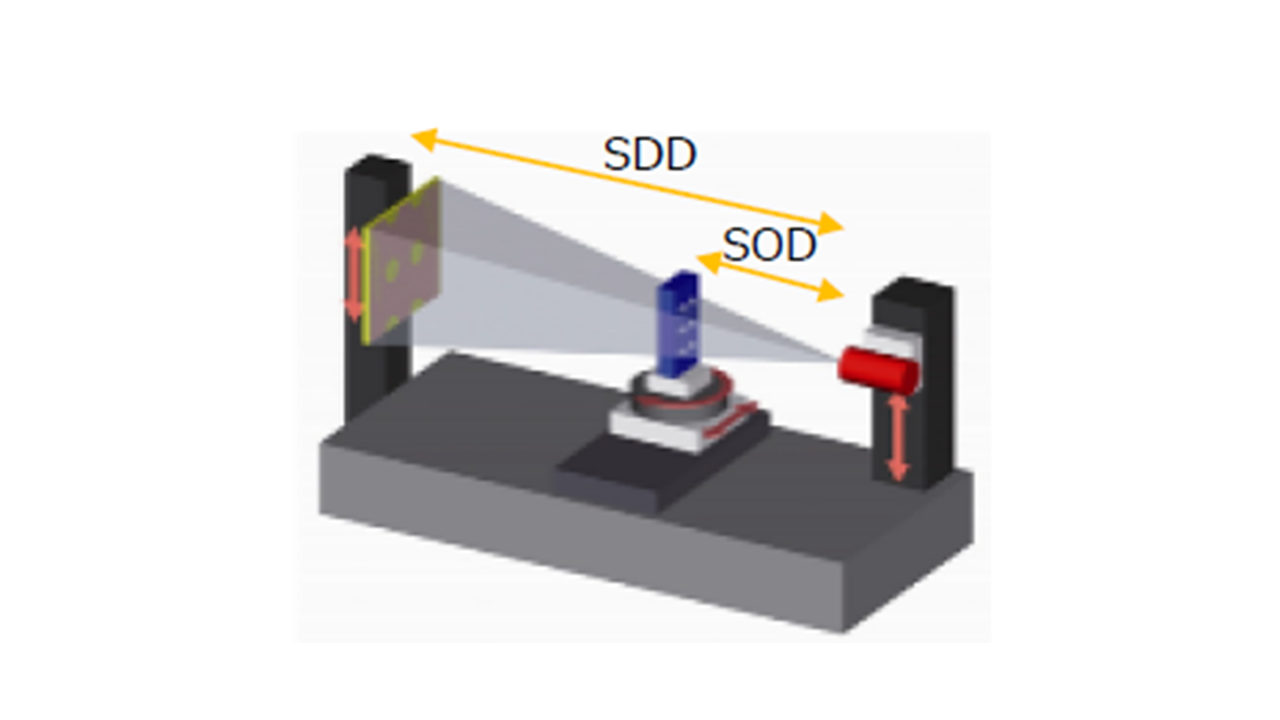
拡大率(Magnification)
SDD/SODで表されます。SDDはSource-to-detector distanceの略で光源から検出器までの距離、SODはSource-to-object distanceの略で光源から非測定物までの距離です。
過失誤差(Error by mistake)
誤差が生じる原因の1つで、測定機器の誤操作や測定者の不注意によって発生するものです。
指示目盛の読み間違いや初期調整不備が該当します。
観察用CT(Inspection CT)
産業用X線CT装置には観察用と寸法測定用の2種類があります。観察用CTの方が歴史が古く内部を非破壊で観察することを目的としてます。
一方、寸法測定用は2005年に開発され、非破壊で高精度に寸法を測定することを目的としています。
管電圧(Tube voltage)
X線管の陰極と陽極の間にかかる電圧で通常は最大電圧を指します。
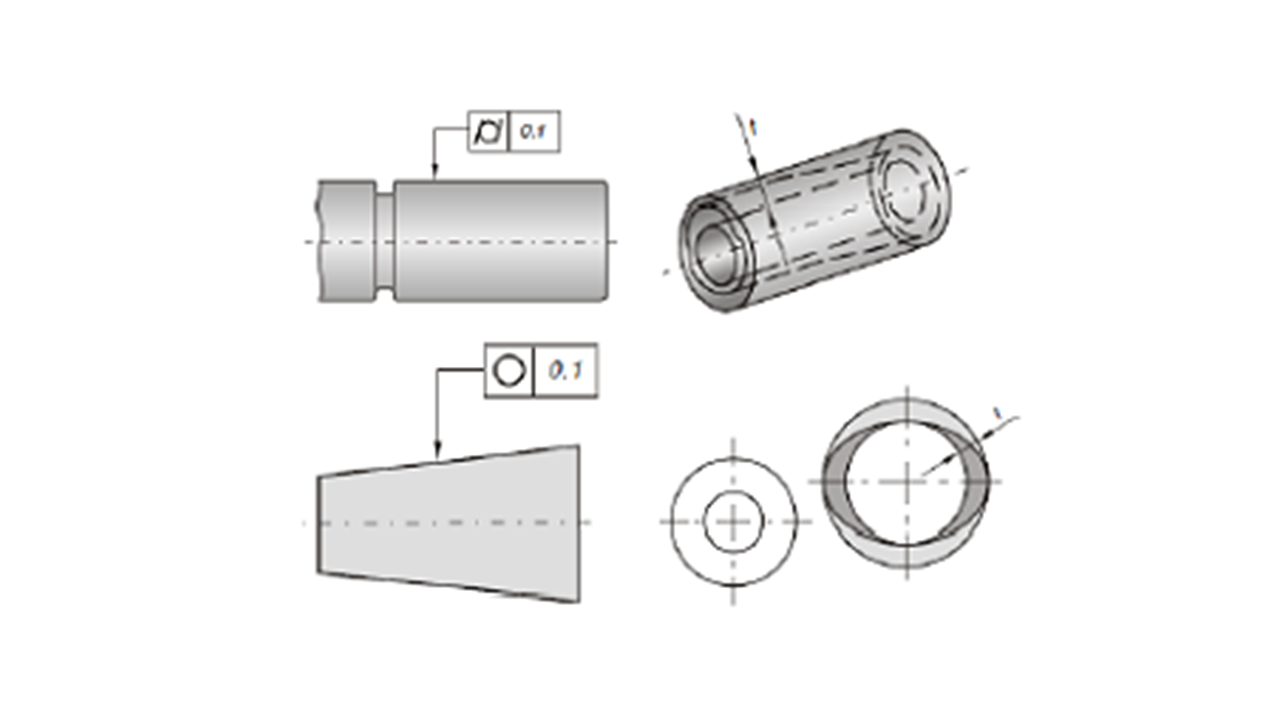
幾何公差(Geometrical tolerance)
幾何公差とは工作物の形状において、許容できる誤差の範囲です。「形状」「姿勢」「位置」「振れ」の4種類があります。
TomoScopeは幾何公差に対応しています。
機器誤差(Instrumental error)
系統誤差の1つの要因で、個々の計測機器が持つ固有の誤差です。目盛りやねじ、ばね、回路などが待つ誤差や経年変化に起因する誤差もこれに含まれます。これらはキャリブレーションをすることで低減できます。
吸収(Absorption)
X線が物質を通る際にある程度のエネルギーが吸収されます。また吸収率は物質の材質や厚みなどにより変わります。重金属で厚みがある物質の方が多く吸収されます。
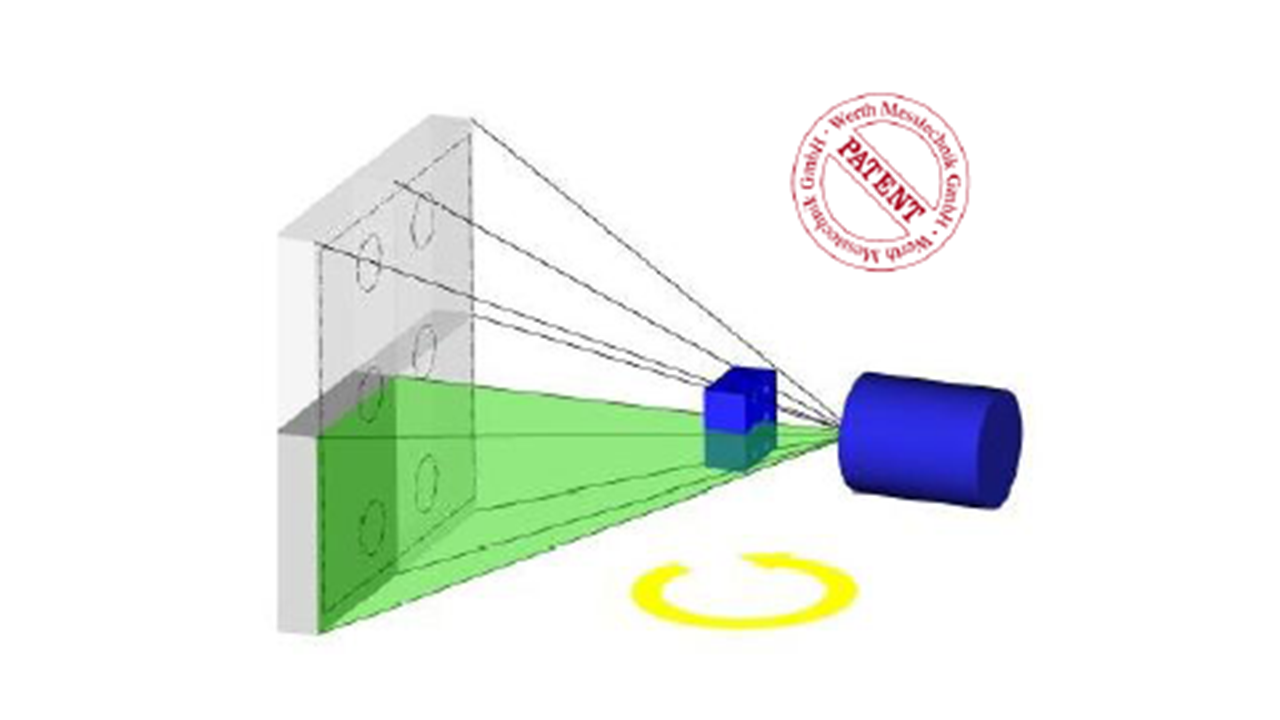
局所CT(ROI CT)
ROI=Region of interest
TomoScopeのオプション機能の1つです。通常の測定は、サンプルを360度分のデータが常にX線のコーンビームの中に入っていないと上手く再構成出来ません。すると大きなサンプルは必然的に低倍率(低分解能)になってしまいます。
局所CTを使えば、大きなサンプルでも一部(局所的に)高倍率でデータ取得する事が可能です。
偶然誤差(Acccidental error)
誤差が生じる原因の1つで僅かな測定条件の変動、環境条件の変動により偶然的に発生します。
また偶然誤差は測定値のばらつきとなって現れます。
グリスアップ
X線管は、X線管内のフィラメントで熱電子が放出され、高電圧を受けて加速し、陽極側のターゲットに衝突することで発生します。このエネルギーを制御するために絶縁体であるグリスを定期的に塗り直しますが、この作業を「グリスアップ」と呼んでいます。
グラススケール
画像処理の計測器で使われることが多いツールです。装置内の座標がきちんとトレーサビリティを確保するように、グラススケールを用いて各軸の校正を行います。
Werth社の装置は、ドイツ国立標準技術研究所PTBで値付けされ認証機関DAkkSで認証されたグラススケールを使用し、出荷検査を行っています。
系統誤差(Systematic error)
誤差が生じる原因の1つで機器誤差、理論誤差等により規則的に生じる誤差のことです。
必要があればオフセットをかけて対応することがあります。
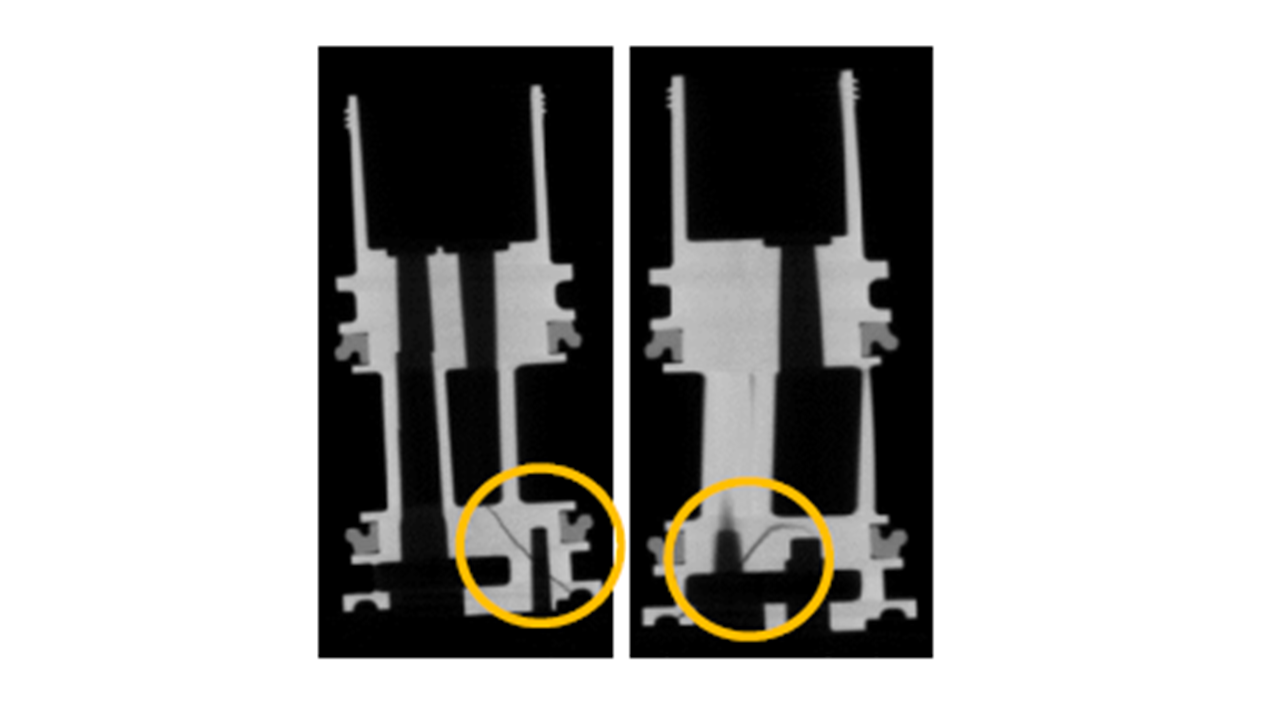
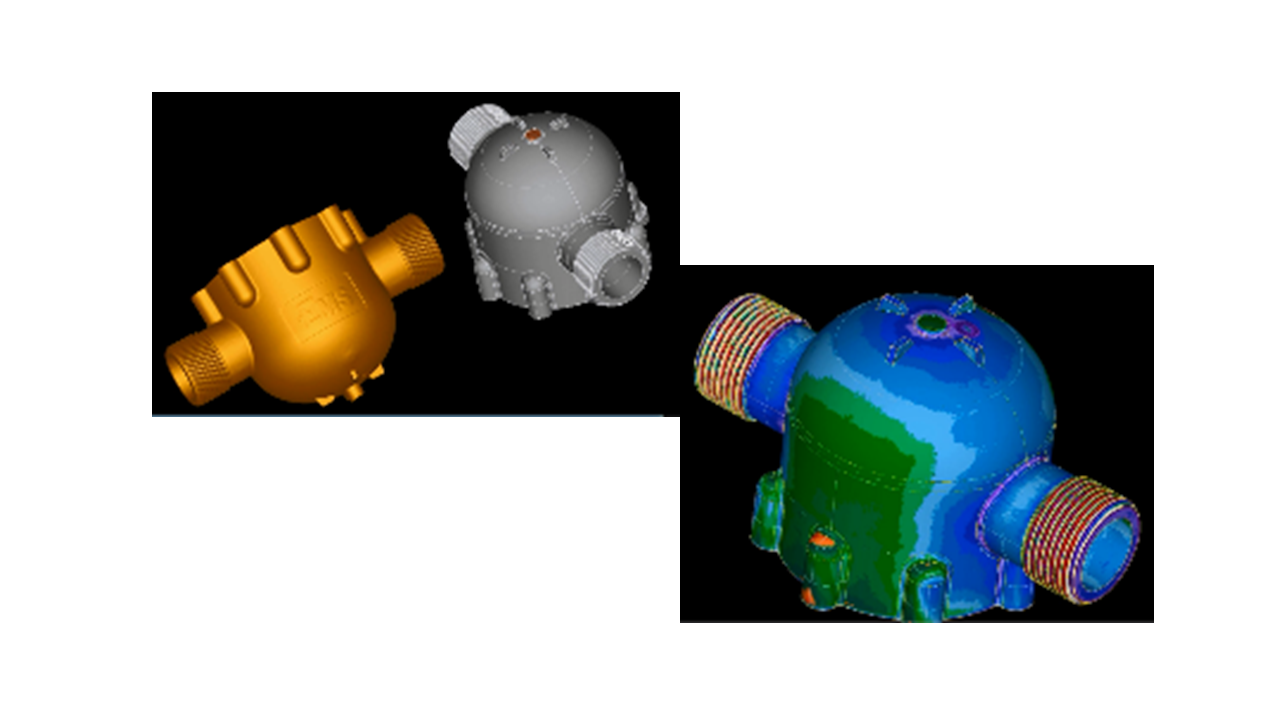
欠陥分析(Defect analysis)
CTにおいて欠陥分析とは、製品内部の気泡や異物、クラックの有無を確認する欠陥検査を意味することが多いです。
TomoScopeは欠陥分析等の内部観察に加え、高精度な寸法測定も行える装置です。
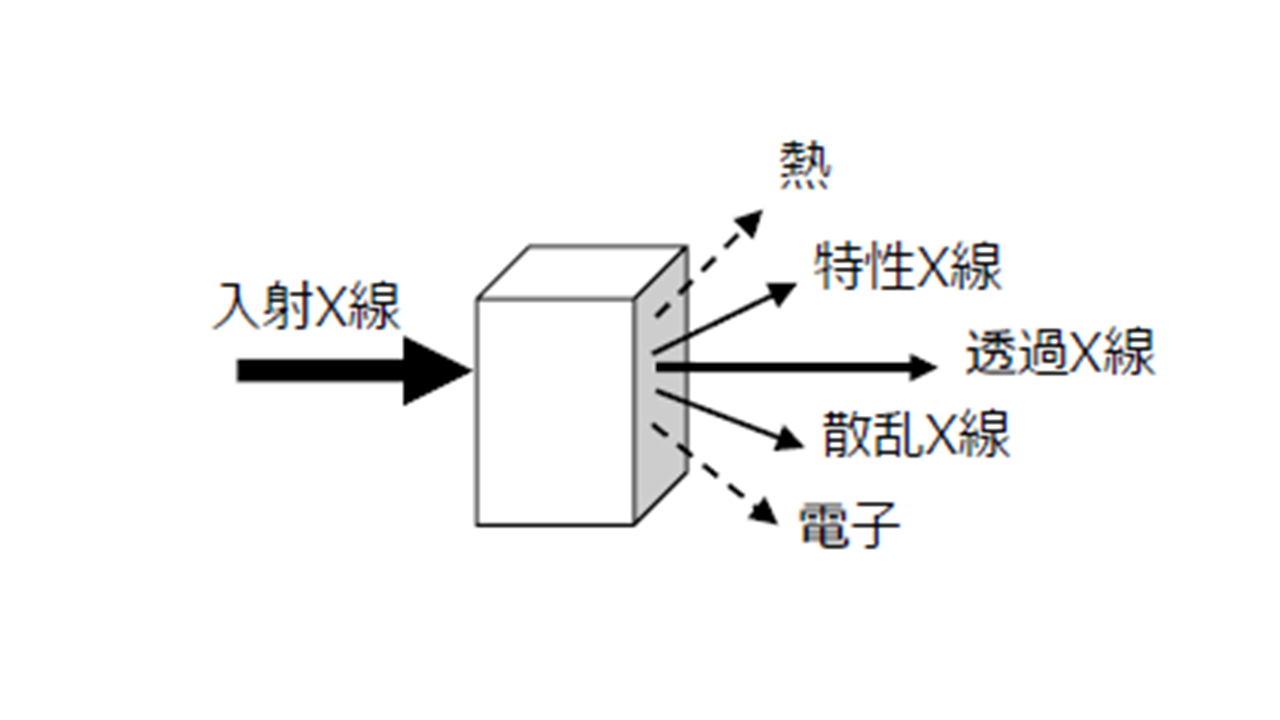
減衰(Attenuation)
X線は物質を通る際に、ある程度のエネルギーが吸収され、減衰したエネルギーが検出器に読み取られます。
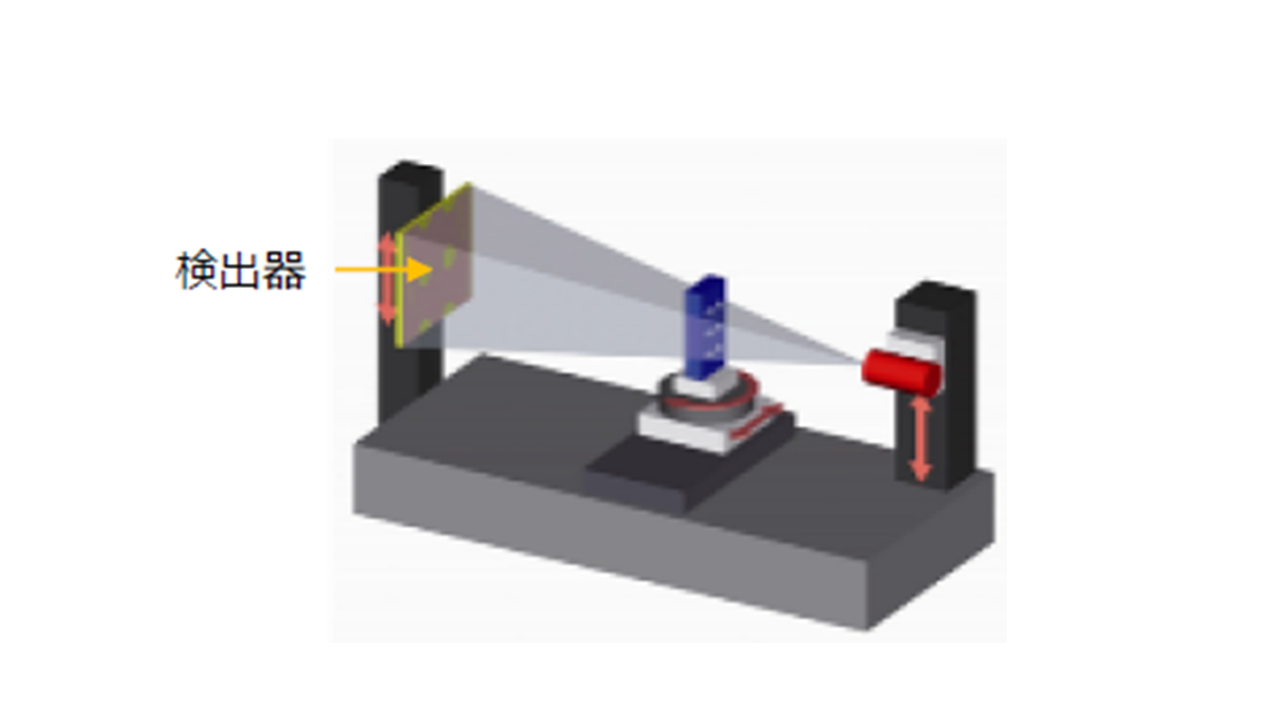
検出器(Detector)
X線はサンプルを透過して検出器で受けます。X線CT装置用の検出器にはサイズやピクセルサイズ、ピクセル数、蛍光体等により種類があります。
公差(Tolerance)
公差とは、設定値に対してズレが許容される上限と下限の差です。
TomoScopeの寸法測定用ソフトWinWerthにTolerance Fitという解析機能があります。
誤差(Error)
誤差とは、「測定値-真値」です。測定を行うとその測定値があたかも真値と思われることがありますが、実際の値には必ず誤差が生じます。
誤差率(Error rate)
誤差率とは、(測定値-真値)/真値です。測定を行うとその測定値があたかも真値と思われることがありますが、実際の値には必ず誤差が生じます。
個人誤差(Personal error)
誤差が生じる原因の1つで、測定者固有の癖による誤差のことです。

コントラスト(Contrast)
コントラストとは、画像の明るいところと暗いところの明暗の差です。
コントラストを上げると明るいところはより明るく、暗いところはより暗くなります。
コーンビーム(Cone beam)
コーンビームとは円錐状に広がる光のことです。

コンピュータ断層投影法(CT)
CT=Computer Tomography
被測定物にX線を照射し、コンピュータ処理を用いて非破壊で内部画像を得る技法です。
再現性(Reproducibility)
性能評価の1つで、同じ測定物を測定条件を変えた場合にどの程度ばらつくかを表す指標です。
測定条件を変えるとは、測定機自体、測定者、測定環境などを変えることを意味します。
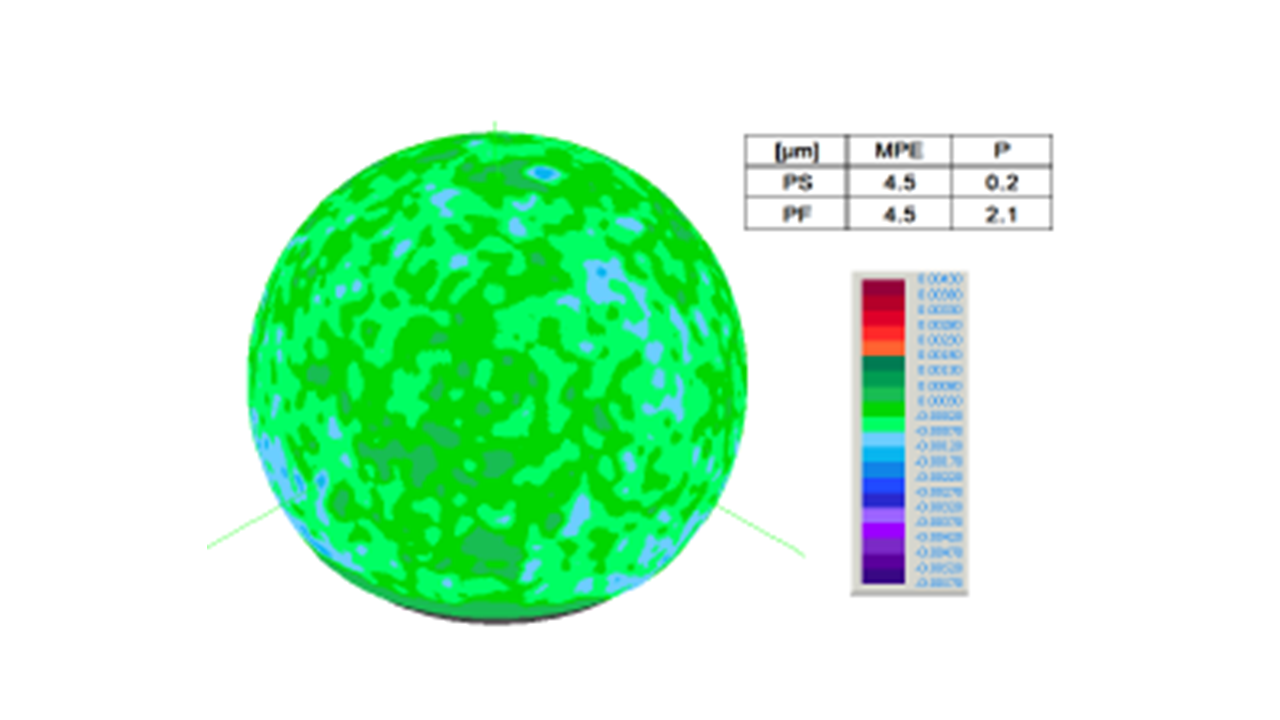
最大許容誤差(MPE)
MPE=Maximum Permissible Error。
MPExxとして、xxにはISO10360で規格されているような記号が入り、それぞれの最大許容誤差を表します。
雑音(Noise)
ノイズとは様々な要因により本来ないはずの情報がのる現象。CTに関しては、デジタル化雑音といって、信号がデジタル化される際に生じるものや、熱雑音という温度効果によって生じるノイズなどがあります。
左側はアーチファクトというノイズの影響が大きいデータ、右側はアーチファクト対策後のデータです。
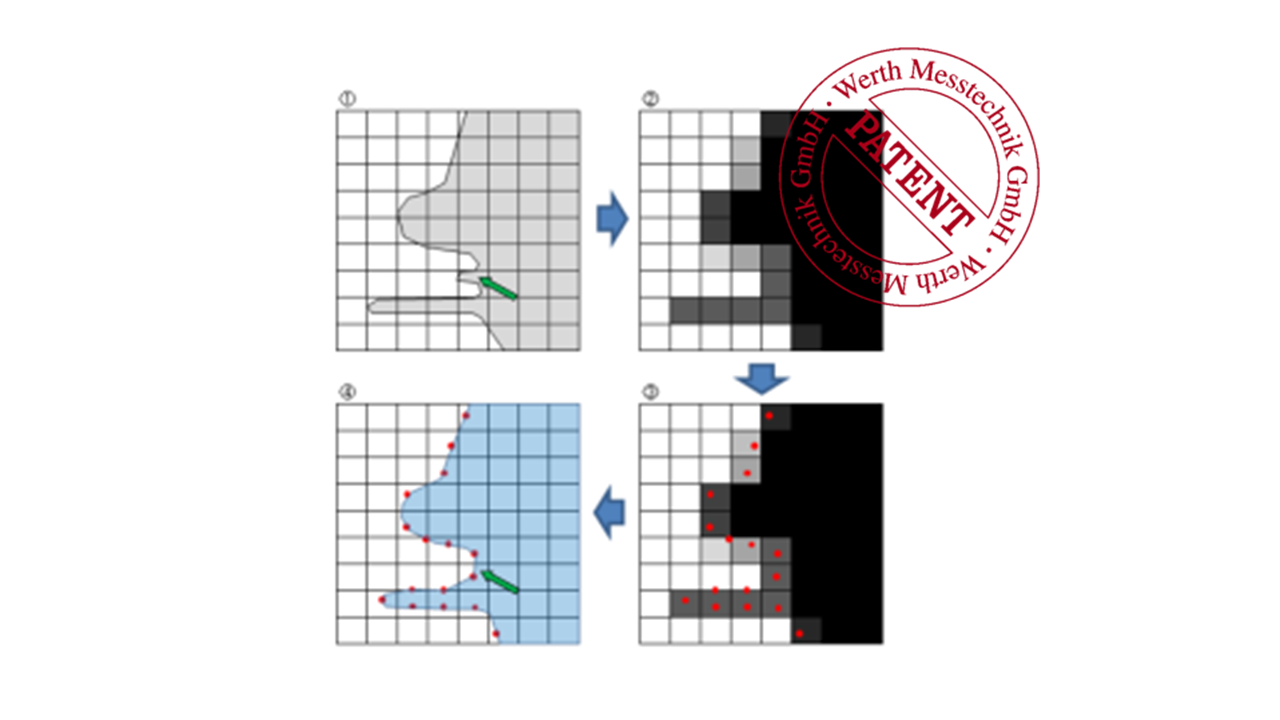
サブボクセル機能(Sub-voxeling)
CTは3次元のため、ピクセル(Pixel)の3次元版であるボクセル(Voxel)という言い方をします。(Voxel=Volume Pixel)
サブボクセル機能はベアト社の特許で、1ボクセルよりも細かく輪郭を取得する技法です。

閾値(Threshold)
閾値とは2値化処理する場合において、その境界になる値のことです。
CTではSTLデータを生成しますが、空気とサンプルの境界面を決める際に使われます。
質量吸収計数(Mass absorption coefficient)
μ/p(cm^2/g)。μは線減衰係数で、pは密度。
寸法測定用CT(Dimensional CT)
被測定物の内部を非破壊で観察するだけではなく、寸法を測定することが可能な「寸法測定用CT」があります。2017年現在、海外メーカー数社がこのような機種を製造しています。
寸法公差(Tolerance)
寸法公差とは工作物の寸法において、許容出来る誤差の範囲です。
寸法とは「決められた方向での対象部分の長さ、距離、位置、角度、大きさを表す量」と定義されています。
線源の大きさ(Spot size)
X線のスポットサイズはターゲットに当たった時の直径を言います。スポットサイズが小さいほうがノイズの影響が少なく、高分解能の像を得られます。

線源フィルタ(Source filtration)
X線源とサンプルとの間にセットする金属フィルタです。
ビームハードニングにはフィルタを使い軽減させることが一般的です。

特性X線(Characteristic X-ray)
X線が発生する際に特性X線と連続X線の2種類が得られます。特性X線はフィラメントの材料であるタングステンの特性X線で特定の波長です。

トモグラム(Tomogram)
対象物の断層写真。

生データ(RAW data)
対象物をスキャンしている時に取得する1枚1枚のレントゲン写真です。
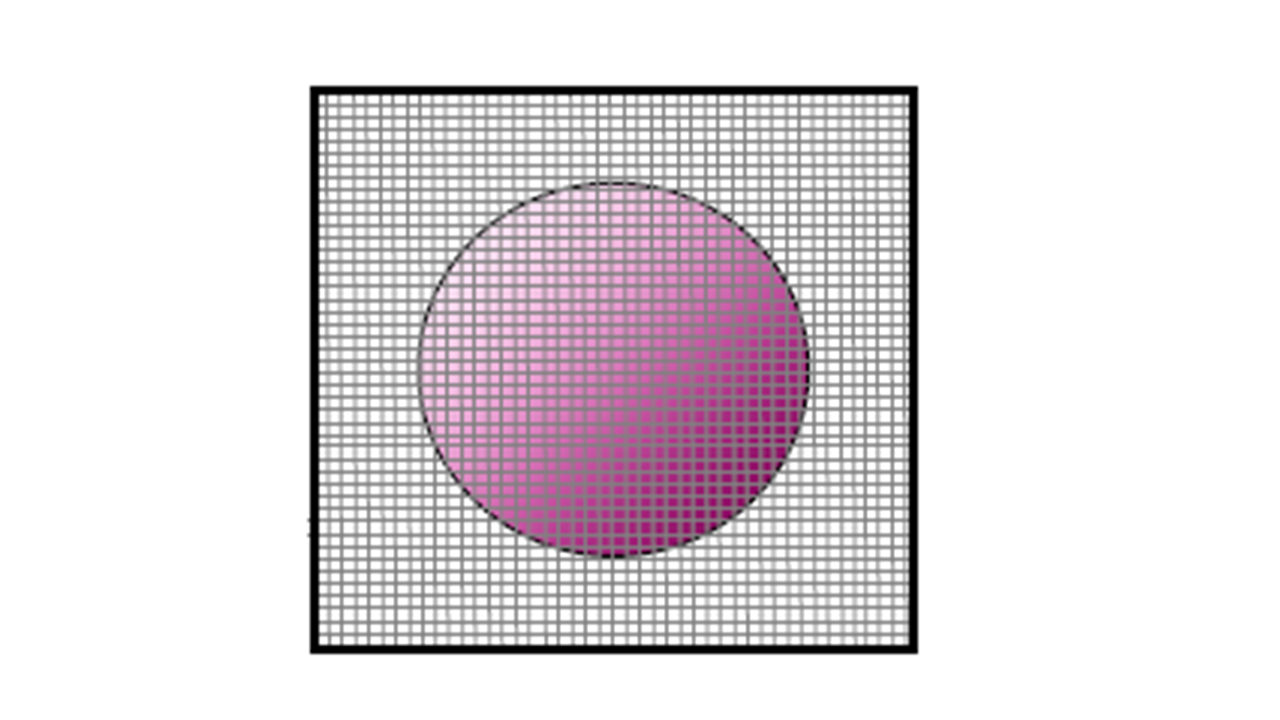
ピクセル(Pixel)
デジタル画像を構成する最小単位で画素とも呼ばれます。

ビームハードニング(Beam hardening)
アーチファクトの原因の1つです。X線にはさまざまな種類がありますが、低周波数の光は減衰しやすいので、被測定物を透過し切らずに全て吸収され、検出器が感知出来ないことがあります。

表面抽出(Surface extract)
取得したボリュームデータから空気と非測定物の境界面を算出し、表面データ(STLデータ)にすることです。
フーリエ変換(Fourier transform)
フーリエ変換とは、ある与えられた関数を周波数ごとに分解する手法です。
包含係数(Coverage factor)
拡張不確かさを求めるために用いられる数値係数です。
放射(Emission)
電子、陽電子、光子などの粒子が放出されることです。
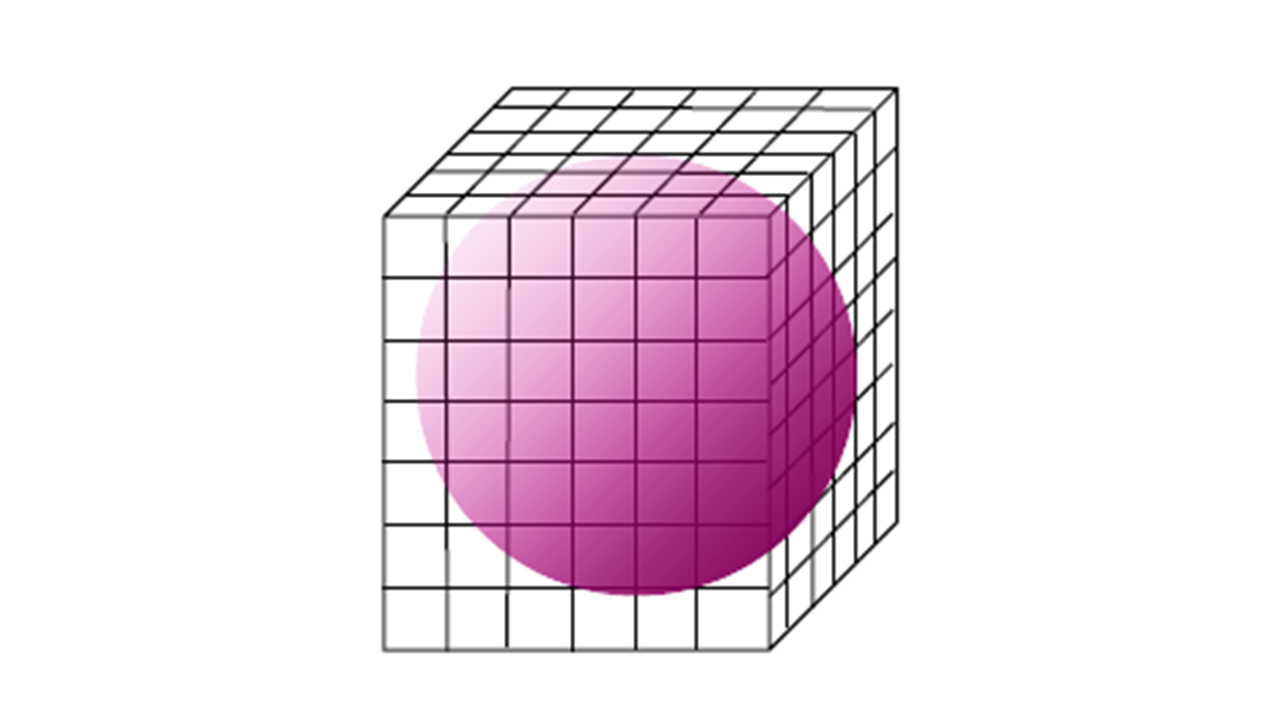
ボクセル(Voxel)
ボクセルとはVolume pixelから来た造語です。ピクセルが2Dの画素を指すのに対して、ボクセルは3Dの最小セル単位を意味します。
補正(Correction)
実測において、外部的要因による誤差を除き、真に近い値を求めることです。

ポリゴンデータ(STL data)
CTデータの一種です。非測定物をスキャンしPC上にに再現した後、表面だけを抽出したものがポリゴンデータ(STLデータ)です。CADとのフィッティングや寸法測定など様々な解析に使います。
ボリュームデータ(REK data)
CTデータの一種です。被測定物をスキャンしPC上に再現したデータで、内部情報も詰まっています。内部観察や欠陥解析にはボリュームデータを使用することが一般的です。
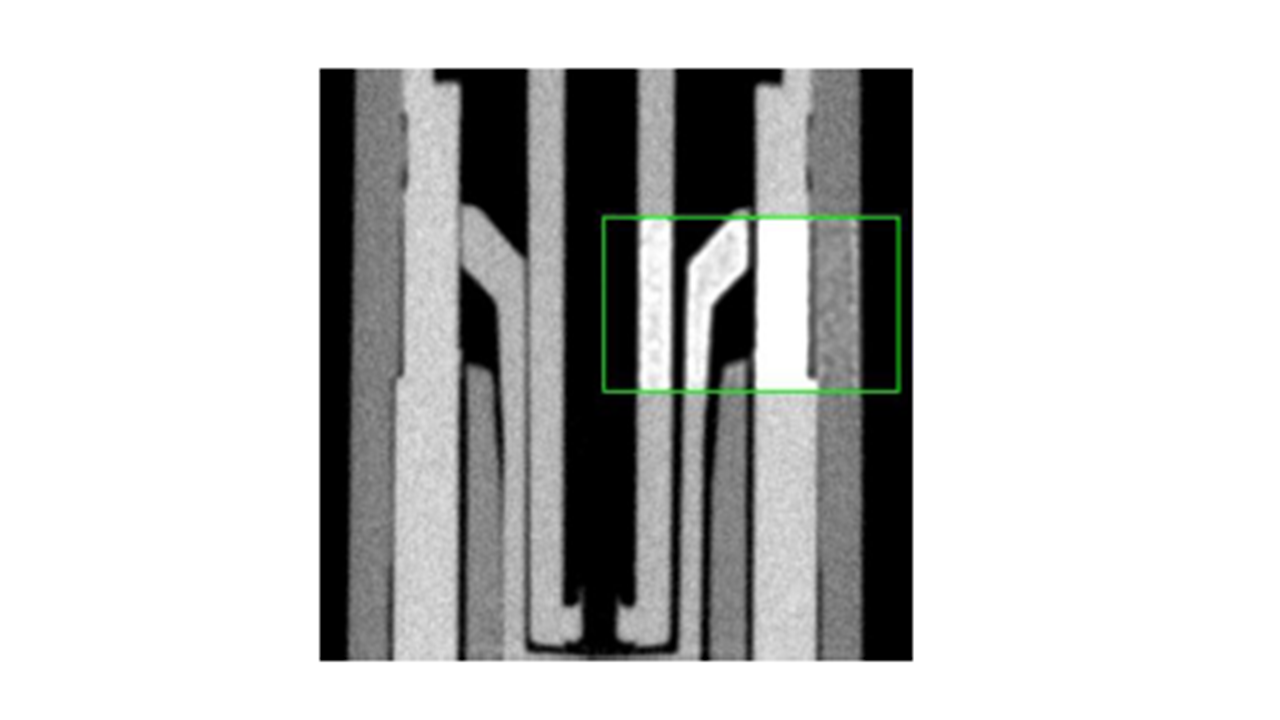
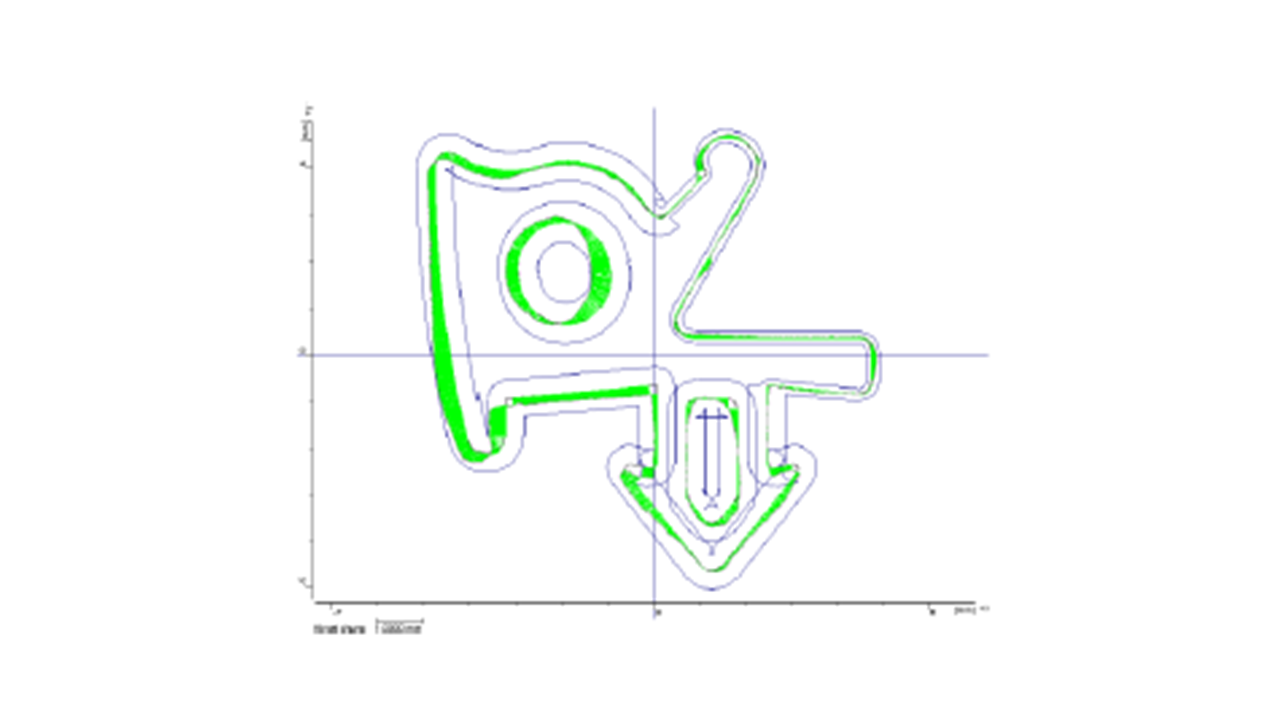
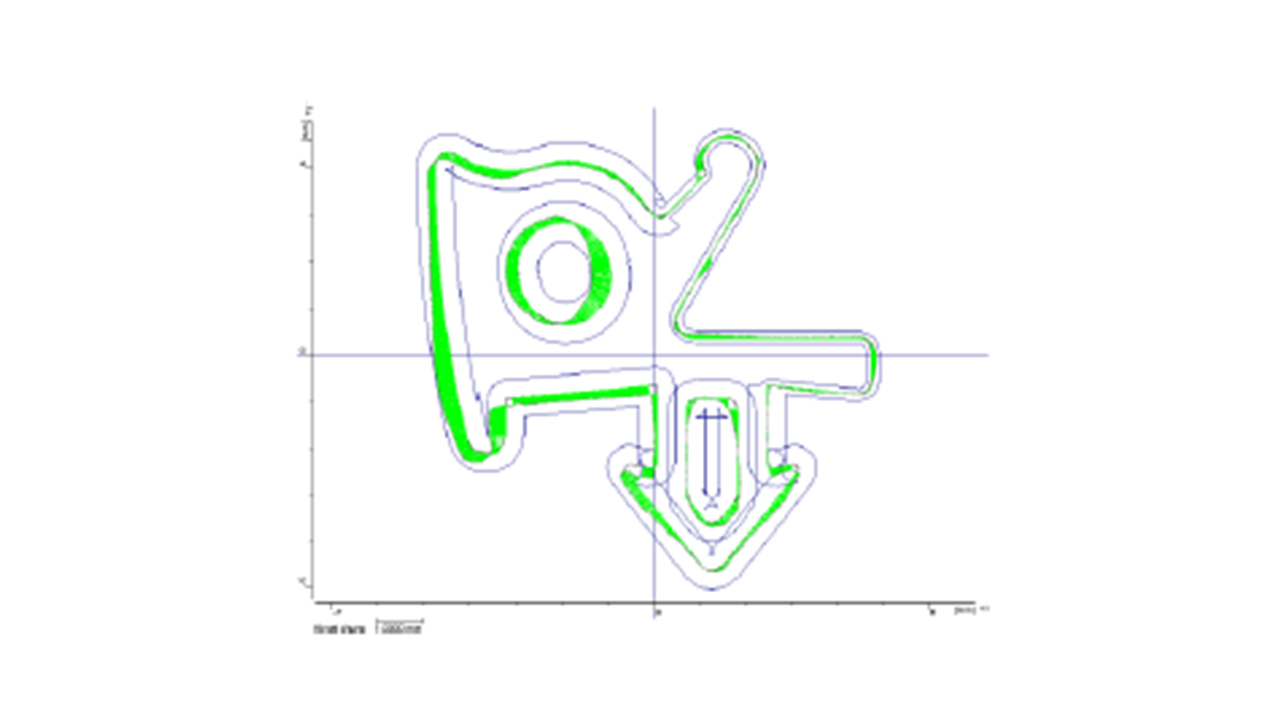
窓(Window)
TomoScopeをはじめとするWerth社の装置では、画像処理を行う際に、解析するエリアをWindowと呼ばれる緑の枠で囲みます。
マルチセンサー式(Multi sensor)
マルチセンサー式とは1台の装置に複数のセンサープローブを搭載出来ることです。
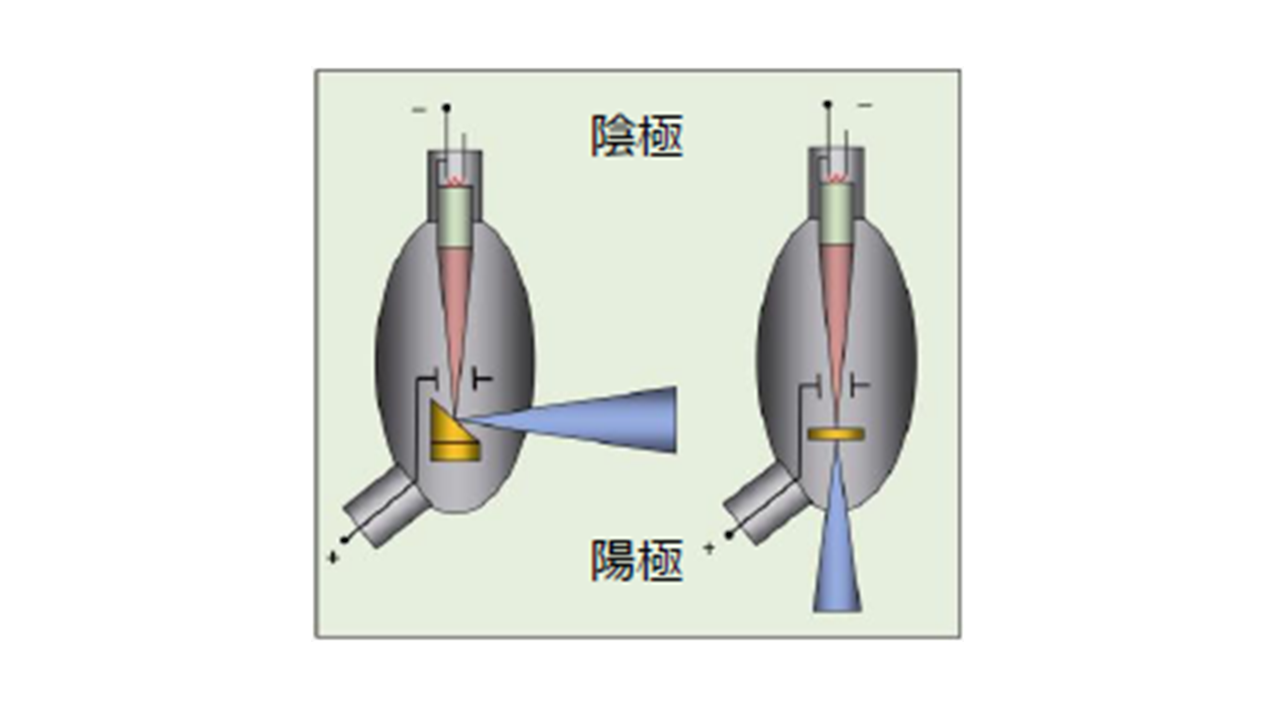
陽極(Anode)
X線は陰極側のフィラメントで熱電子が放出され、高電圧を受けて加速し、陽極側のターゲットに衝突することで発生します。X線は特性X線と連続X線の2種類が放出されます。
ラスタートモグラフィー(Raster tomography)
TomoScopeは三次元測定機をベースにしているので、高精度な分割スキャンが可能です。これをラスタートモグラフィと呼んでいます。分割して取得したデータはデータ生成の際には継ぎ目なく組み合わされ、被測定物全体を1データとして扱います。
ラドン変換(Radon transform)
CTスキャンの数学的原理の1つで、「三次元物体の投影データをたくさん集めると、元の物体形状が一意的に再現できる」というものです。
理論誤差(Theoretical error)
測定原理に起因する誤差で、一般的に理論的計算によって補正できます。例えば温度変化により目盛りが膨張するなどです。
連続X線(Continuous X-ray)
X線が発生する際に特性X線と連続X線の2種類が得られます。特性X線はフィラメントの材料であるタングステンの特定X線で特定の波長です。連続X線はさまざまな波長が混ざっています。
CAD
Computer Aided Designの略で、コンピュータを使って設計する手法です。
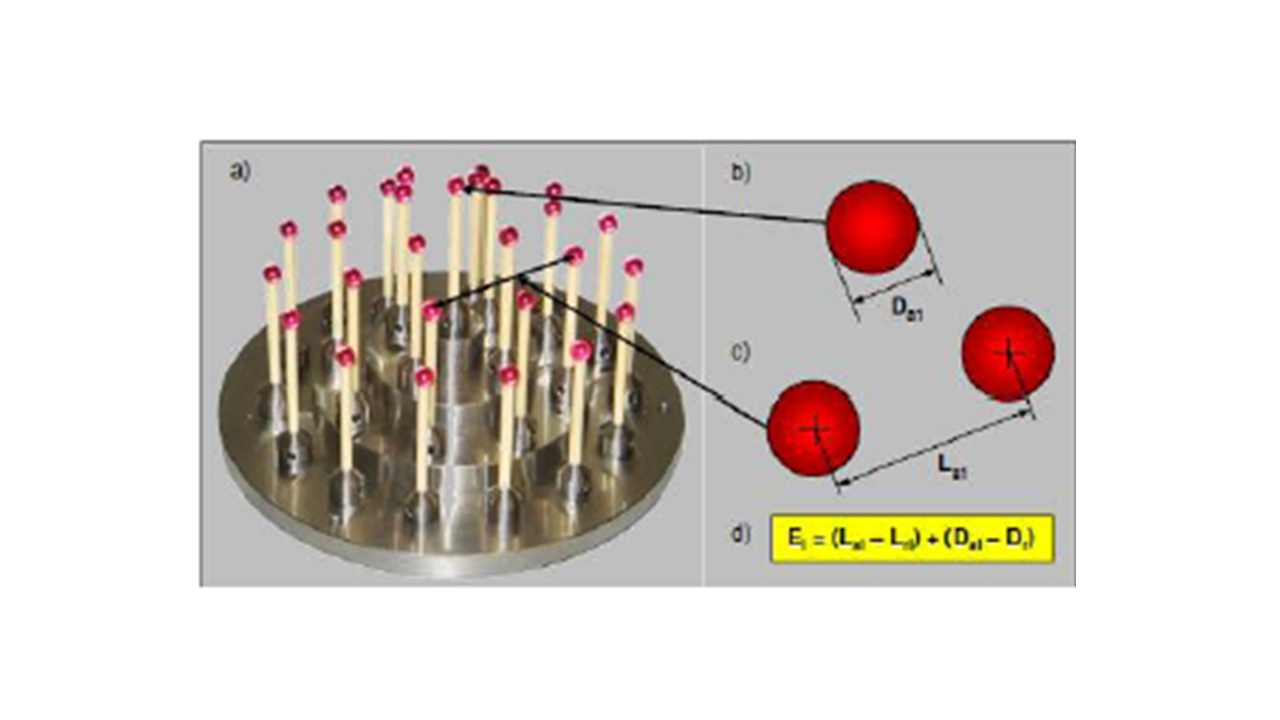
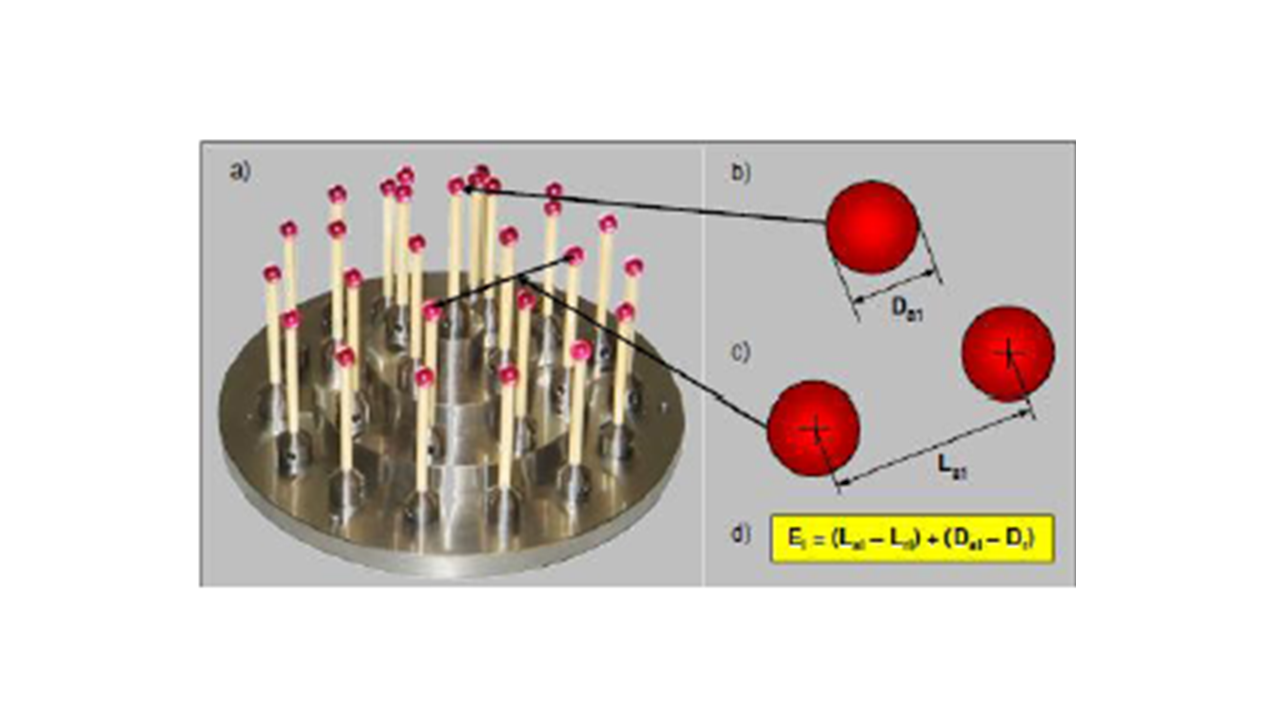
Da
測定機において、Daとは基準球の直径の測定値を表します。
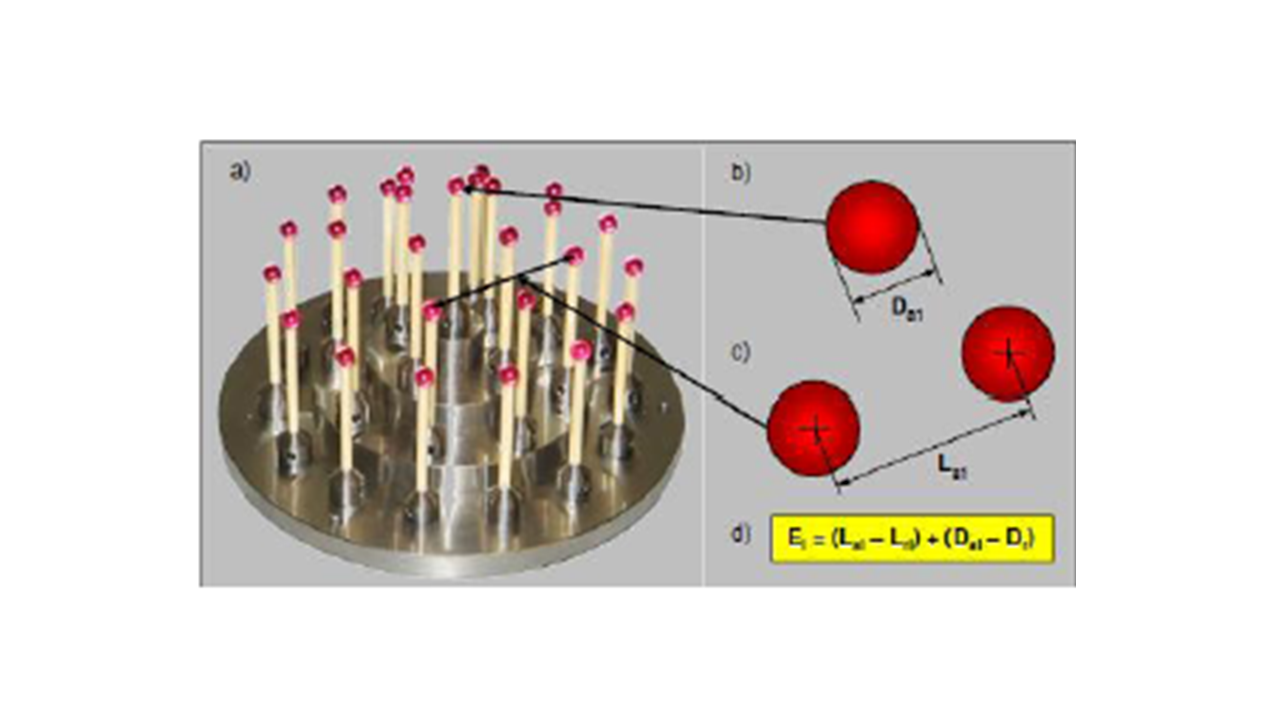
Dr
測定機において、Drとは基準球の直径の保証値をを表します。

DAkkS
正式には「Deutsche Akkreditierungsstelle」というドイツの技術審査認定機関です。
DKDやDARなど複数の認定機関が統合されてDAkkSとなりました。
MSP-CT(Multi Spectra-CT)
金属と樹脂のようなX線透過率は大きく異なるもの同士の組み合わさったサンプルの場合、TomoScopeでは、それぞれの最適条件でスキャンし、2つのデータからノイズの少ないデータを作るという手法があります。
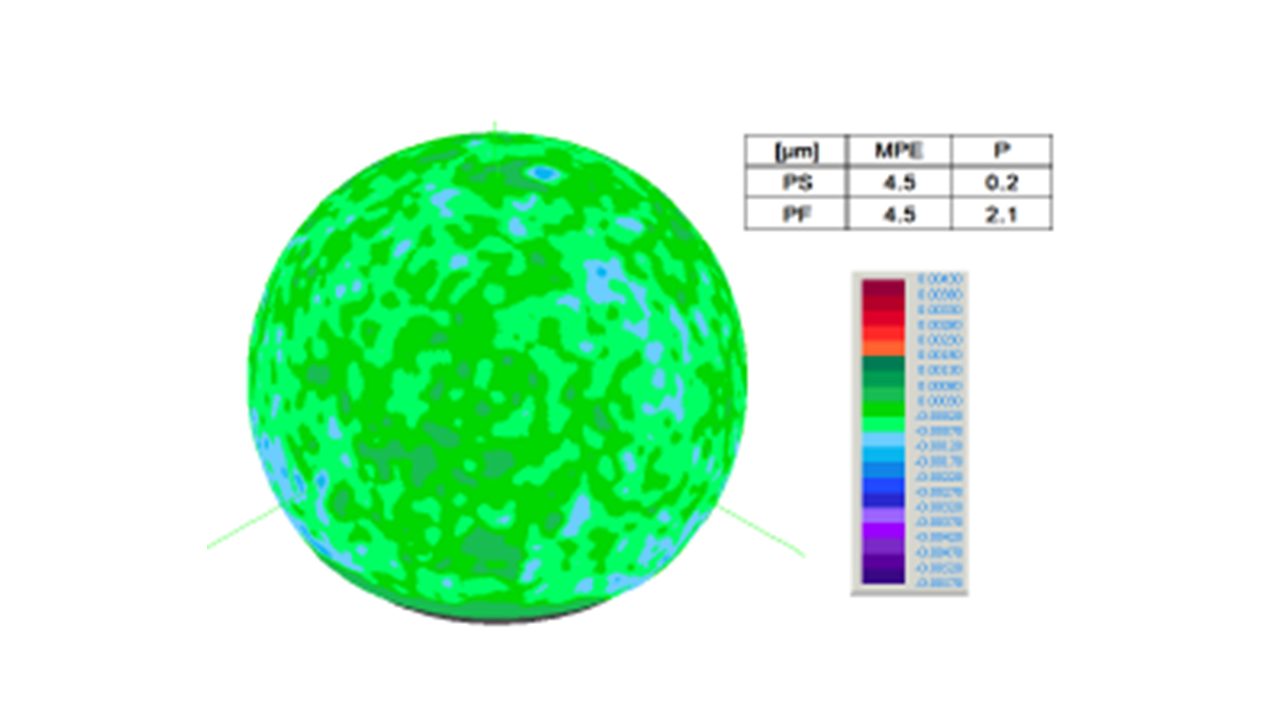
PF
プロービング公差の形状(フォーム)を意味します。
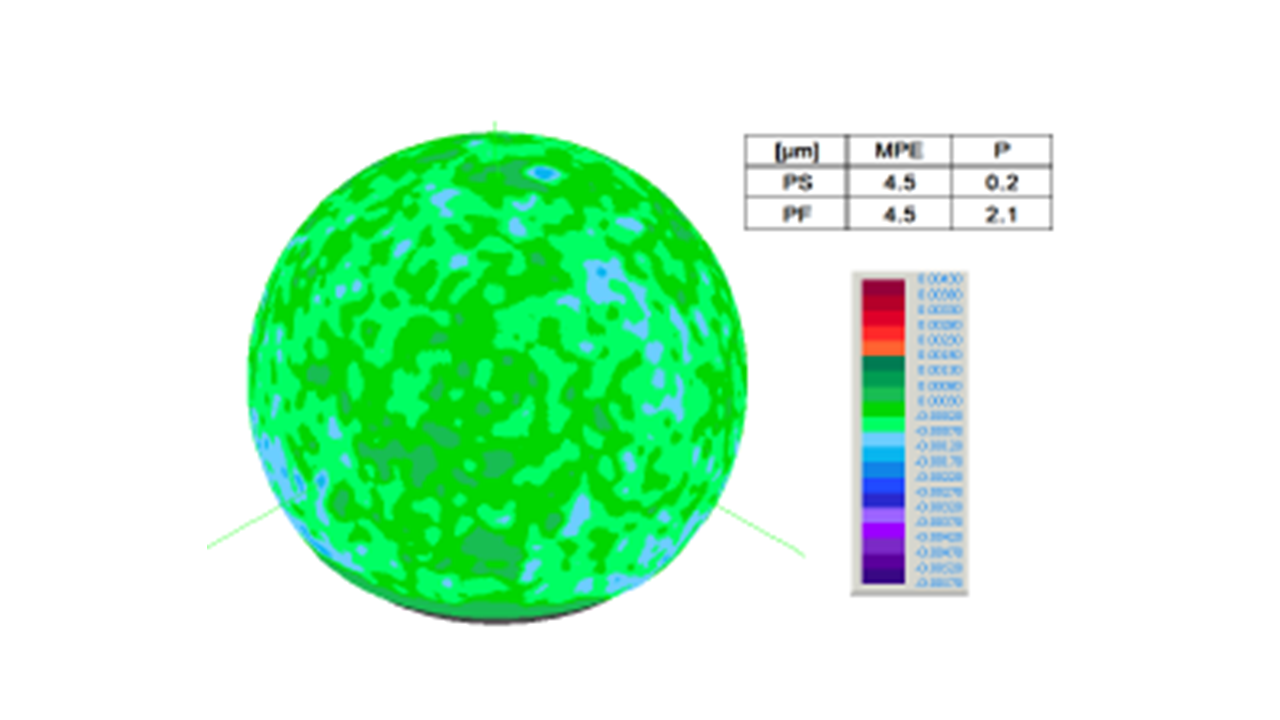
PS
プロービング公差の寸法(サイズ)を意味します。
VDI/VDE
ドイツの技術者協会で、規格化を行っています。
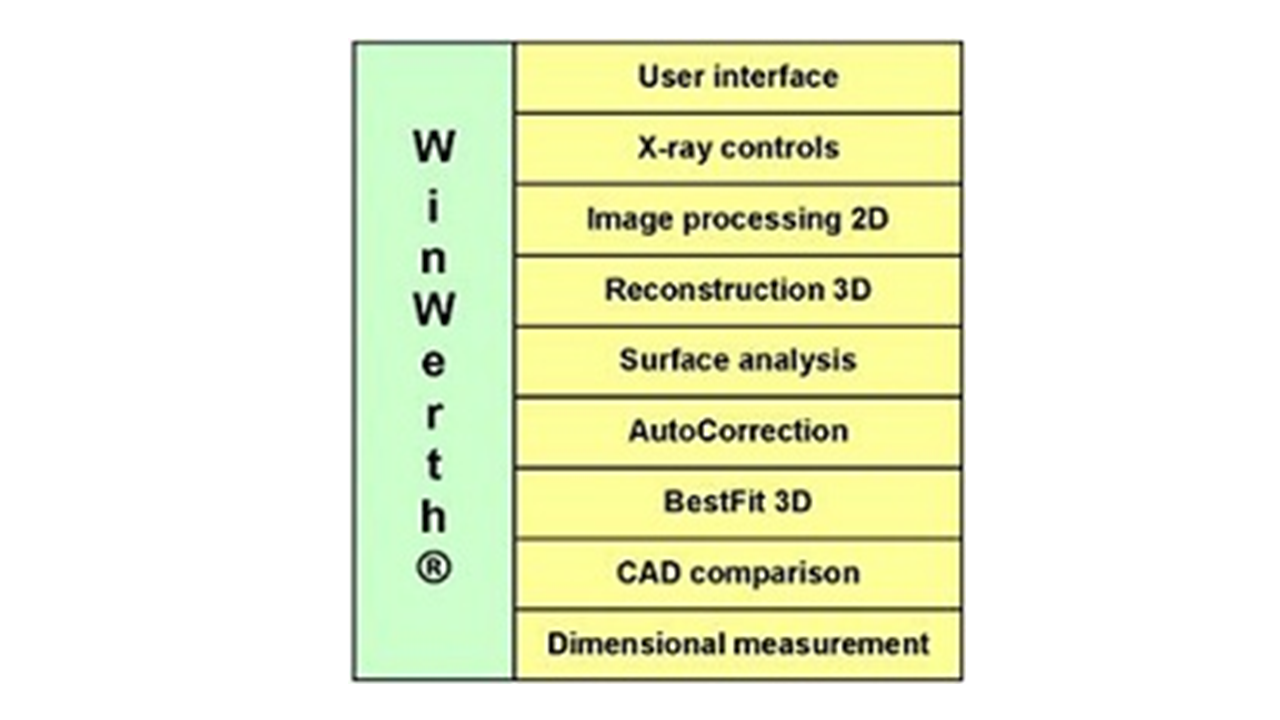
WinWerth
ヴィンベアトと読みます。Werth社のオリジナルソフトウェアです。